- Présentation de l'entreprise Le noyau de Shanghai Metal Vision & philosophie Partenariat Certificat Culture d'entreprise
- Nos services Conception et ingénierie Maintenance et entretien Fabricant & Fabrication Mise à jour et transformation Stockage et logistique Traitement et commerce
- Gestion d'entrepise Notre histoire Responsabilité globale
- Centre d'achat Stagiarie
- Produit métallique Produits en aluminium Produits en cuivre Produits revêtus métalliques Produits en acier inoxydable Produits en acier carboné Alliages spéciaux
- Construction & Projet Caillebotis en acier Étagère Structure en acier Pont en acier Système d'échafaudage Matériaux de construction Matériel Chimique One-Stop Solutions pour les Projects
- Conteneur Conteneur standard ISO Conteneur d'équipement Conteneur de stockage Maison conteneur Conteneur frigorifique / isolé Conteneur offshore
- Machine Machine à former des métaux Autres machines Machine à découper les métaux Machine de traitement des métaux Machine à cintrer Machine d'aggloméré
- Produits mécaniques Industrie automobile Divers Équipement d'amarrage Equipment marin Récipient à pression
- Système électromécanique Câble Automation Distribution d'énergie Système d'alimentation solaire Système de protection électrique Convertisseur Ligne de production Système d'éclairage
- Matériel médical Produits de nourriture Produits de voies aériennes Produits de soins infirmiers Produits d'injection
- Machines de construction
- projet epc
- Tuyaux de pétrole
- Tuyaux de l'eau
- Tuyau de gaz
- Bateau et accessoires d'amarrage
- Produit métallique pour la décoration
- Composant du transformateur
- Pipe d'échangeur de chaleur
- Pièces et accessoires de climatisation
- Chaudière
- Appareil de cuisine et de salle de bains
- Métal pour appareils ménagers
- Appareil solaire
- Ascenseur
- Toiture et plafond
- Câble
- Tank
- Emballage
- Pièces détachées et accessoires pour machines et équipements
- Moule
- Pièces d'automobile
- Rail et rail de grue
- Équipement de quincaillerie
- abrasif
- Construction de route
- Composants electroniques
- Matériaux de construction et de décoration
- Portes et fenêtres
- Réfrigérateurs
- News release Nouvelles de l'industrie métallurgique Nouvelles de la machinerie et de l'équipement Nouvelles de la construction et du bâtiment Nouvelles des produits mécaniques Nouvelles de conteneurs Nouvelles du système électrique Nouvelles des matériels médicaux
- Médiathèque Vidéo Image Suivez Shanghai Metal sur les médias sociaux
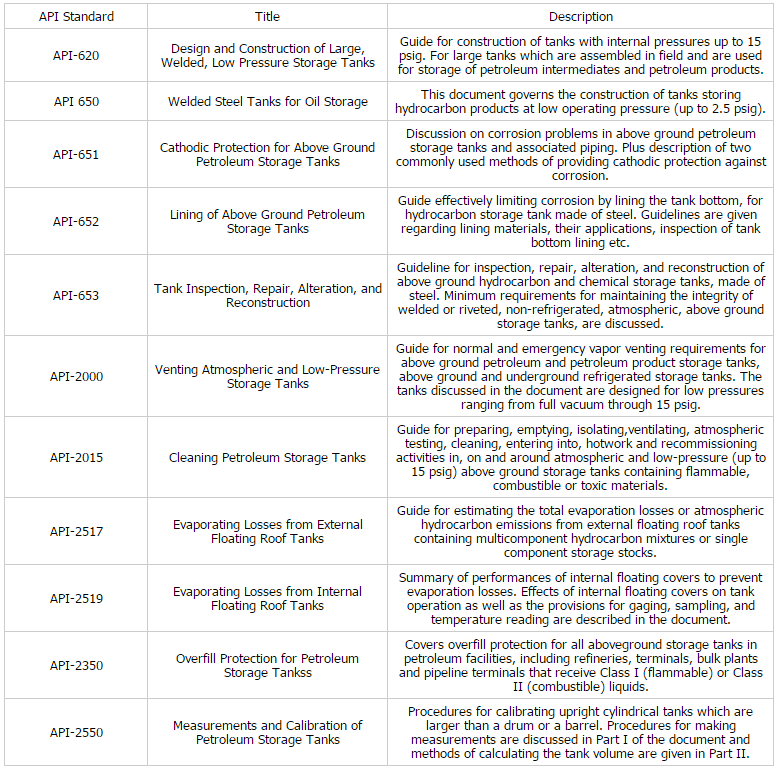
Réservoir d'huile


Norme nationale: GB 50128-2005
Norme internationale: API-650-2007
Service après-vente fourni: service outre-mer fourni
Couleur: adapté aux besoins du client
National standard: GB 50128-2005
International standard: API-650-2007
After-sales Service Provided: overseas service provided
Color: Customized
Standard pour réservoir d'huile
Norme nationale: GB 50128-2005 construction et norme d'acceptation pour le réservoir vertical d'huile de soudure cylindrique en acier
Norme internationale: API-650-2007 standard de réservoir de stockage d'huile de soudure d'acier
Norme d'API pour le réservoir d'huile
Standard for Oil Tank
National standard: GB 50128-2005 Construction and acceptance standard for vertical cylindrical steel welding oil tank
International standard: API-650-2007 Standard of steel weld oil storage tank
API Standard for Oil Tank
Spécification pour la construction
Méthode de construction: la méthode de la chaîne Flip-Chip est habituellement employée pour le réservoir commun de stockage d'huile vertical: préparation de construction → inspection matérielle → usinage → usinage → inspection → soudage de la plaque centrale au fond du réservoir → soudage de la plaque de bord de voûte à le fond du réservoir → mise en place du poteau central et du socle de parapluie → installation et soudage de l'anneau supérieur → installation et soudage du bord et de l'angle en acier → montage du support de voûte temporaire → installation du dispositif de levage de chaîne principal → installation et soudage du toit de voûte → installation et soudage du cercle inférieur → cric-vers le haut de la plaque de coque du cercle supérieur → soudage de la couture circulaire → installation et soudage de chaque couture circulaire → installation et soudage du cercle inférieur, de la plaque inférieure et de la couture d'angle → installation et soudage de la plaque de bord de la plaque inférieure → inspection → installation d'accessoires → essai de vide → essai → observation de règlement → main sur
Préfabrication et Asembling pour réservoir d'huile
Préfabrication du réservoir: trois sont des échantillons de plaques: l'un est pour vérifier la courbure du toit de voûte, longueur d'accord qui n'est pas moins de 2 m; la première consiste à vérifier la déformation du bord de la soudure verticale, dont la longueur d'accord n'est pas inférieure à 1 m; l'un est pour vérifier la déformation des coutures de soudure verticales, la longueur d'accord qui n'est pas moins de 1 m.
Montage du réservoir: selon la séquence d'installation du réservoir d'huile, la surface inférieure de la plaque inférieure doit être réalisée avant l'installation de la plaque inférieure. Une ligne transversale doit être tracée sur la surface avant la mise en place de la plaque inférieure. La déviation avec la ligne centrale remarkée par la construction civile devrait être dans le champ d'application du permis.
Specification for Construction
Construction method: chain flip-chip method is usually used for common vertical oil storage tank: construction preparation→material inspection→cutting→machining→inspection→welding of the center plate at the bottom of tank→welding of the arch edge plate at the bottom of tank→setting up the center post and umbrella stand→installation and welding of top ring→installation and welding of edge and steel angle→assembling of temporary arch bracket→installation of leading chain lifting device→installation and welding of arch roof→installation and welding of the lower circle→Jack-up the top circle shell plate→welding of circular seam→installation and welding of every circular seam→installation and welding of bottom circle, bottom plate and angle seam→installation and welding of edge plate of bottom plate→inspection→installation of accessories→vacuum test→test→settlement observation→hand over
Prefabrication&Asembling for Oil Tank
Prefabricating of tank: three are sample plates: one is for checking curvature of arch roof, chord length of which is no less than 2m; one is for checking the deformation of the edge of vertical weld seam, chord length of which is no less than 1m; one is for checking the deformation of vertical weld seam, chord length of which is no less than 1m.
Assembling of tank: According to the sequence for installing oil tank, the lower surface of bottom plate should be done the anticorrosion work before installation of bottom plate. A cross center line should be drew up on the surface before layout of bottom plate. The deviation with the center line remarked by civil construction should be within the scope of permit.
Inspection Method
Inspection of welding and weld seam: To evaluate the welding process of butt joint, T fillet weld and tube plate according to JB4708-92 The evaluation of welding process of steel pressure vessel. To make the guide book of welding process in the site, the person who do the NDT for weld seam of oil tank. RT will be done according to the specification of GB3323-87 Radiogram and quality of butt joint welded by steel melt weld.
Tank test: Vacuum test will be adopted for all bottom plates and the vacuum degree should not be less than 53Kpa. The penetrate test will be used to reinspect.
To do tank water filling test, up and down test of floating disc and observation of foundation settlement. Then to close the holes of upper part temporarily and to open light holes on the roof and then to fill water into tank. The water should be fresh water and the temperature should be lower than 5℃. The pressure should be kept for hours.
The water filling test, strength test and stability test for shell plate and roof plate: To close the light holes, foam holes and vent holes on the roof when the water level reaches to 1m and then to fill the water continuously. To observe the pressure through the pressure gauge on the roof. The stability test will be done after water filling test. When the water level reaches the maximum operation liquid level, to close the opening and drain the water slowly. When the negative pressure generated in the tank, to monitor the negative pressure number strictness. When the negative pressure number reaches 200mm, to stop draining water immediately and to fill water, making the pressure in the tank be normal.
Crack detection: To do penetration test and MT for the fillet weld seam of joint angle and stiffening plate on the tank.
ici
pour
prix
We will contact with you within 8 hours




