- Présentation de l'entreprise Le noyau de Shanghai Metal Vision & philosophie Partenariat Certificat Culture d'entreprise
- Nos services Conception et ingénierie Maintenance et entretien Fabricant & Fabrication Mise à jour et transformation Stockage et logistique Traitement et commerce
- Gestion d'entrepise Notre histoire Responsabilité globale
- Centre d'achat Stagiarie
- Produit métallique Produits en aluminium Produits en cuivre Produits revêtus métalliques Produits en acier inoxydable Produits en acier carboné Alliages spéciaux
- Construction & Projet Caillebotis en acier Étagère Structure en acier Pont en acier Système d'échafaudage Matériaux de construction Matériel Chimique One-Stop Solutions pour les Projects
- Conteneur Conteneur standard ISO Conteneur d'équipement Conteneur de stockage Maison conteneur Conteneur frigorifique / isolé Conteneur offshore
- Machine Machine à former des métaux Autres machines Machine à découper les métaux Machine de traitement des métaux Machine à cintrer Machine d'aggloméré
- Produits mécaniques Industrie automobile Divers Équipement d'amarrage Equipment marin Récipient à pression
- Système électromécanique Câble Automation Distribution d'énergie Système d'alimentation solaire Système de protection électrique Convertisseur Ligne de production Système d'éclairage
- Matériel médical Produits de nourriture Produits de voies aériennes Produits de soins infirmiers Produits d'injection
- Machines de construction
- projet epc
- Tuyaux de pétrole
- Tuyaux de l'eau
- Tuyau de gaz
- Bateau et accessoires d'amarrage
- Produit métallique pour la décoration
- Composant du transformateur
- Pipe d'échangeur de chaleur
- Pièces et accessoires de climatisation
- Chaudière
- Appareil de cuisine et de salle de bains
- Métal pour appareils ménagers
- Appareil solaire
- Ascenseur
- Toiture et plafond
- Câble
- Tank
- Emballage
- Pièces détachées et accessoires pour machines et équipements
- Moule
- Pièces d'automobile
- Rail et rail de grue
- Équipement de quincaillerie
- abrasif
- Construction de route
- Composants electroniques
- Matériaux de construction et de décoration
- Portes et fenêtres
- Réfrigérateurs
- News release Nouvelles de l'industrie métallurgique Nouvelles de la machinerie et de l'équipement Nouvelles de la construction et du bâtiment Nouvelles des produits mécaniques Nouvelles de conteneurs Nouvelles du système électrique Nouvelles des matériels médicaux
- Médiathèque Vidéo Image Suivez Shanghai Metal sur les médias sociaux
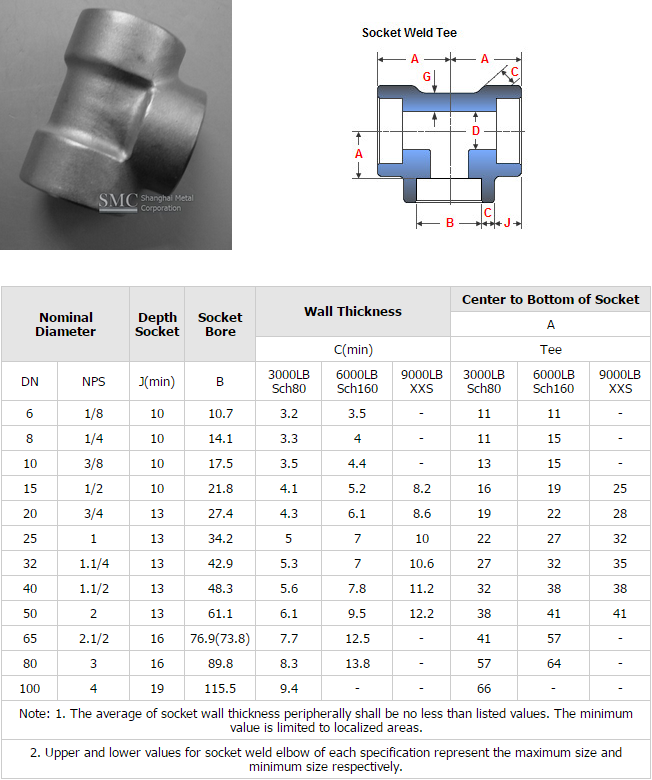
Té de soudure en acier inoxydable


Material: 304, 304L, 321, etc.
Standard: ASME, MSS, HG, etc
Pressure: 3000#, 6000#, 9000#
Specifications of Stainless Steel Socket Weld Tee:
1. Size: 1/8 inch-4 inch; DN6-DN100
2. Pressure: 3000#, 6000#, 9000#
3. Standard: GB/T14383-2008
SH/T3410-1996(DN=10-80mm SCH80, sCH160)
HG/T21634-1998
ASME B16.11-2005
BS3799-1974
JIS B2316-2007
4. Manufacture process: Forging or machining
5. Material: 304-304H-304L-304N-304LN 316-316H-316L-316N-316LN 321-321H-347-347H
Parameter of Stainless Steel Socket Weld Tee:
Package of Stainless Steel Pipe Fitting:
The stainless steel pipe fitting products are packed according to the international standards and regulations as well as to customer's requests. We would take great care to avoid any damage during storage or transportation of the stainless steel flanges.
Application of Stainless Steel Socket Weld Tee:
1. SW Fittings are family of high pressure fittings are used in various industrial processes.
2. They are used for lines conveying flammable, toxic or expensive material where no leakage can be permitted, and for steam 300 to 600 PSI.
3. They are used only in conjunction with ASME Pipe and are available in the same size range.
4. They are used in areas where pipe-work is permanent and are designed to provide good flow characteristics.
5. They are produced to several ASTM standards and are manufactured in accordance with ASME B16.11. The B16.11 standard covers pressure-temperature ratings, dimensions, tolerances, marking, and material requirements for forged carbon and alloy steel. Acceptable material forms are forgings, bars, seamless pipe, and seamless tubes which conform to the fittings chemical compositions, melting practices, and mechanical property requirements of ASTM A105, A182, or A350.
6. They are available in three pressure ratings: 3000lbs, 6000lbs and 9000lbs.
Feature of Stainless Steel Socket Weld Tee:
1. The pipe need not be beveled for weld preparation.
2. Temporary tack welding is no needed for alignment, because in principle the fitting ensures proper alignment.
3. The weld metal can not penetrate into the bore of the pipe.
4. They can be used in place of threaded fittings, so the risk of leakage is much smaller.
5. Radiography is not practical on the fillet weld; therefore correct fitting and welding is crucial. The fillet weld may be inspected by surface examination, magnetic particle (MP), or liquid penetrant (PT) examination methods.
6. Construction costs are lower than with butt-welded joints due to the lack of exacting fit-up requirements and elimination of special machining for butt weld end preparation.
ici
pour
prix
We will contact with you within 8 hours







